How can we achieve both high pulp yield and strong fiber quality while keeping energy and chemical use in check? Semi-chemical pulping offers the perfect balance between mechanical and chemical pulping, making it an essential process in the paper industry.
This method involves mild chemical treatment to soften lignin, followed by mechanical refining to separate fibers efficiently. It is widely used for corrugating medium and packaging materials, offering higher yield than chemical pulping and stronger fibers than mechanical pulping.
In this article, we explore its process, advantages, methods, and industry comparisons, revealing why it remains a cost-effective and sustainable choice.
What is Semi-Chemical Pulping?
Definition and Process Overview
Semi-chemical pulping is a hybrid pulping method that combines aspects of both chemical and mechanical pulping. The process involves partially breaking down lignin in wood chips using a mild chemical treatment, followed by mechanical refining to separate the fibers. This approach enhances fiber quality while maintaining a relatively high yield compared to fully chemical pulping methods.
Typical Yield Range (65%–85%)
The yield of semi-chemical pulping typically ranges between 65% and 85%, significantly higher than kraft pulping (40%–55%) but lower than purely mechanical pulping (90%–95%). The exact yield depends on factors such as:
Chemical concentration and type: Lower chemical usage results in higher yields but may affect pulp quality.
Cooking time and temperature: Optimizing these parameters ensures effective lignin softening without excessive fiber degradation.
Wood species: Softwoods and hardwoods behave differently, influencing overall yield and fiber characteristics.
Importance of Semi-Chemical Pulping in the Paper Industry
Semi-chemical pulping plays a vital role in the paper industry by offering a balance between fiber strength, production efficiency, and environmental impact. It is widely used in manufacturing corrugating medium for cardboard packaging, where high strength and rigidity are essential.
Compared to mechanical pulping, it produces stronger fibers, and compared to chemical pulping, it has a higher yield (65%–85%), making it cost-effective. Additionally, it consumes fewer chemicals and less energy, reducing operational costs and environmental pollution. Its adaptability allows mills to blend it with other pulps for customized paper properties, making it a versatile choice in various applications.
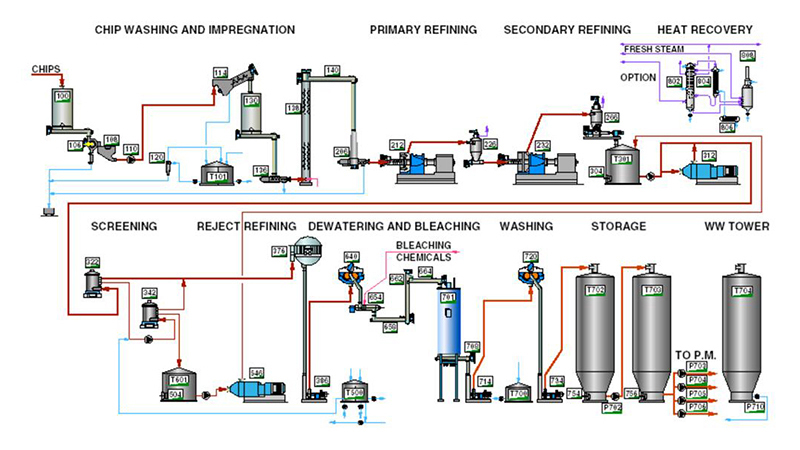
The Semi-Chemical Pulping Process
Semi-chemical pulping is a two-stage process that combines mild chemical treatment with mechanical refining to produce high-yield pulp with improved fiber strength. The process involves careful selection of raw materials, chemical pre-treatment to soften lignin, mechanical refining to separate fibers, and subsequent washing and screening to obtain a clean, uniform pulp.
a) Selection of Raw Materials
The choice of raw materials significantly impacts the efficiency and quality of semi-chemical pulping. The process is versatile, allowing for the use of both wood and non-wood materials.
Preferred Wood Species (Hardwood vs. Softwood)
Hardwoods (e.g., oak, birch, eucalyptus): Generally preferred for semi-chemical pulping due to their short fibers, which enhance the stiffness and surface properties of the final paper product.
Softwoods (e.g., pine, spruce, fir): Used in some cases where longer fibers are needed to improve strength and durability, especially in corrugating medium applications.
Alternative Raw Materials
In addition to traditional wood sources, semi-chemical pulping can utilize non-wood fibers to enhance sustainability and cost efficiency:
Bagasse (sugarcane residue): A viable alternative that provides strong fibers for paperboard production.
Agricultural residues (e.g., wheat straw, corn stalks, bamboo): Offer an eco-friendly option, though they require additional pre-treatment due to higher silica content.
b) Chemical Treatment (Pre-Cooking Stage)
Chemical pre-treatment is a critical step in semi-chemical pulping, as it partially removes lignin and hemicellulose to facilitate mechanical refining.
Types of Chemicals Used
Several chemicals can be used for the pre-cooking stage, depending on the specific process and desired pulp properties:
Sodium sulfite (Na₂SO₃): The most common choice, offering effective lignin softening while maintaining high fiber yield.
Alkaline sulfite: A modified version that provides better strength properties.
Ammonium sulfite: Sometimes used to improve chemical recovery and reduce environmental impact.
Green liquor: A byproduct of kraft pulping, used as a cost-effective and sustainable chemical alternative.
Cooking Process and Conditions
Temperature: Typically ranges from 140°C to 180°C, depending on the raw material and chemical composition.
Time: Moderate cooking times (10–30 minutes) are used to ensure sufficient lignin softening while minimizing fiber damage.
pH Control: The process is maintained under alkaline or neutral conditions (pH 7–10) to optimize fiber quality.
Pressure: Cooking is carried out under controlled pressure conditions (4–8 bar) to enhance chemical penetration and uniformity.
Partial Delignification and Hemicellulose Removal
Unlike chemical pulping, where lignin is almost entirely removed, semi-chemical pulping achieves partial delignification (typically 20%–40%) to maintain fiber strength. Hemicellulose is also partially removed, improving fiber bonding and flexibility while preserving yield.
c) Mechanical Refining
Once the wood chips are softened by chemical treatment, they undergo mechanical refining to separate the fibers.
Role of Refiners
Disc Refiners: The most commonly used equipment, consisting of rotating discs that grind and separate fibers efficiently.
Conical and Cylindrical Refiners: Alternative refining methods used depending on the pulp characteristics and mill setup.
Energy Requirements and Fiber Separation Process
Energy Consumption: Mechanical refining requires moderate energy input (200–500 kWh per ton of pulp), significantly lower than purely mechanical pulping but higher than chemical pulping.
Fiber Separation: The softened chips are sheared and fibrillated, producing long, intact fibers with minimal damage, which enhances paper strength.
d) Washing and Screening
After refining, the pulp undergoes washing and screening to remove unwanted materials and improve quality.
Removal of Residual Chemicals and Unwanted Particles
Washing Stage: Excess chemicals, dissolved lignin, and hemicellulose fragments are removed using water or weak liquor. This step is essential to ensure a cleaner pulp and improve downstream processing.
Filtration and Sedimentation: Used to separate fine particles and chemical residues before pulp screening.
Fiber Screening for Uniformity
Vibrating Screens and Centrifugal Cleaners: Help remove oversized or underdeveloped fibers, ensuring consistency.
Final Pulp Refining: Some processes include a secondary refining stage to further enhance fiber uniformity and bonding properties.
Types of Semi-Chemical Pulping Methods
Semi-chemical pulping methods vary based on the type of chemicals used for pre-treatment. While all methods involve partial delignification followed by mechanical refining, different chemical systems affect pulp properties, energy consumption, and environmental impact. The most widely used process is Neutral Sulfite Semi-Chemical (NSSC) pulping, but alternative methods such as Alkaline Sulfite, Bisulfite, Ammonium-Based, and Green Liquor Semi-Chemical Pulping are also employed in specific applications.
a) Neutral Sulfite Semi-Chemical (NSSC) Pulping
NSSC pulping is the most common semi-chemical pulping method, particularly favored for producing corrugating medium used in cardboard and packaging materials. It provides an optimal balance between pulp strength, cost efficiency, and yield.
Chemical Reactions and pH Control
NSSC pulping primarily uses sodium sulfite (Na₂SO₃) as the active chemical agent, which partially dissolves lignin and hemicellulose while preserving fiber integrity.
A Na₂SO₃ and NaHCO₃ buffer system is used to maintain a near-neutral pH (pH 7–9) during the cooking process, preventing excessive fiber degradation and improving paper strength.
The reaction primarily targets lignin sulfonation, making lignin more soluble in water without excessive fiber breakdown.
Key Influencing Factors
Several parameters influence the effectiveness of NSSC pulping:
Chemical Composition: The concentration of sodium sulfite and sodium bicarbonate affects the degree of lignin removal and fiber flexibility.
Temperature: Cooking typically occurs at 160–180°C, ensuring sufficient lignin softening without excessive fiber weakening.
Cooking Duration: The process lasts 10–30 minutes, depending on wood species and desired pulp properties.
Suitability for Corrugated Board Production
NSSC pulp is highly suitable for corrugating medium due to its combination of high strength, stiffness, and flexibility.
The process preserves a significant portion of hemicellulose, which enhances fiber bonding, improving the compressive strength of the final product.
Compared to fully chemical pulping, NSSC offers a higher yield (65%–85%), making it more cost-effective for packaging applications.
b) Other Semi-Chemical Pulping Methods
Besides NSSC pulping, several alternative semi-chemical pulping methods exist, each with distinct characteristics and applications.
1. Alkaline Sulfite Semi-Chemical Pulping (AS-SCP)
Uses sodium sulfite (Na₂SO₃) and sodium hydroxide (NaOH) to create an alkaline environment.
Produces stronger and more flexible fibers than NSSC pulping, making it suitable for applications requiring improved paper strength.
The alkaline conditions facilitate better lignin removal, enhancing fiber separation while preserving hemicellulose.
2. Bisulfite Semi-Chemical Pulping
Uses sodium bisulfite (NaHSO₃) or calcium bisulfite (Ca(HSO₃)₂) at acidic or near-neutral pH conditions.
Typically applied in softwood pulping, where controlled lignin removal enhances fiber properties.
Produces pulp with better brightness and surface properties, making it suitable for specialized packaging and printing applications.
3. Ammonium-Based Semi-Chemical Pulping
Uses ammonium sulfite (NH₄)₂SO₃ or ammonium bisulfite (NH₄HSO₃) as the chemical agent.
Reduces environmental impact by lowering sulfur emissions and facilitating easier chemical recovery.
Provides moderate fiber strength, often used in niche applications where environmental concerns are a priority.
4. Green Liquor Semi-Chemical Pulping
Utilizes green liquor, a byproduct of kraft pulping, consisting of sodium carbonate (Na₂CO₃) and sodium sulfide (Na₂S).
Offers a cost-effective and sustainable alternative by repurposing waste chemicals from kraft mills.
Produces pulp with good strength properties, though its adoption is limited due to process integration challenges.
Each semi-chemical pulping method provides distinct advantages, making them suitable for different end-use applications. NSSC pulping remains the most widely used due to its efficiency and cost-effectiveness, while alternative methods cater to specific industry needs, such as enhanced fiber strength, environmental sustainability, or improved chemical recovery.
Properties and Applications of Semi-Chemical Pulp
Advantages and Disadvantages of Semi-Chemical Pulping
Semi-chemical pulping is a widely used pulping method that balances the benefits of mechanical and chemical pulping. It offers high fiber yield, moderate chemical consumption, and strong pulp properties, making it ideal for packaging and corrugated board production. However, it also has some limitations, particularly in terms of lignin retention, chemical recovery, and environmental impact.
Advantages of Semi-Chemical Pulping
1. Higher Yield Compared to Chemical Pulping
Semi-chemical pulping retains 65%–85% of the raw material, whereas kraft and sulfite pulping have much lower yields (40%–55%).
The partial retention of hemicellulose contributes to higher fiber bonding strength and bulk, improving paper properties.
High yield reduces raw material costs and supports sustainable forestry practices by maximizing fiber utilization.
2. Requires Less Energy Than Mechanical Pulping
Mechanical pulping consumes a significant amount of energy (800–1,200 kWh per ton of pulp), whereas semi-chemical pulping requires significantly less (200–500 kWh per ton).
The chemical pre-treatment softens the fibers, reducing refining energy requirements.
Lower energy consumption contributes to cost savings and reduced carbon footprint in pulp and paper production.
3. Produces Strong and Rigid Fibers
The partial removal of lignin improves fiber flexibility and bonding strength, leading to stronger pulp compared to purely mechanical pulping.
High fiber rigidity makes semi-chemical pulp ideal for corrugating medium and other packaging applications where strength is critical.
The balance between lignin retention and fiber integrity ensures that semi-chemical pulp maintains durability while remaining cost-effective.
4. Suitable for Various Paper Products
Primarily used for corrugating medium, but also finds applications in multi-layer papers, composite boards, and some printing papers.
Can be blended with other pulps (e.g., kraft pulp) to enhance specific properties, such as printability and durability.
Versatile enough to process both hardwoods and softwoods, as well as alternative fibers like bagasse and agricultural residues.
Disadvantages of Semi-Chemical Pulping
1. Higher Lignin Content Leads to Lower Brightness
Since semi-chemical pulping retains more lignin than kraft or sulfite pulping, the resulting pulp is darker and requires additional bleaching for applications demanding high brightness.
Increased lignin content also affects printability, making it less suitable for fine printing papers.
2. Complex Recovery of Chemicals Compared to Kraft Pulping
Unlike the kraft process, which has a well-established chemical recovery system, semi-chemical pulping presents challenges in recovering sodium sulfite or other chemical agents.
The economic viability of chemical recovery depends on mill integration and process optimization, which may not be feasible for smaller operations.
Comparison with Chemical Pulping and Mechanical Pulping
Semi-chemical pulping is an intermediate process between chemical pulping and mechanical pulping, combining aspects of both to achieve a balance between fiber strength, yield, and production efficiency. The extent of chemical treatment is lower than in chemical pulping, while mechanical refining is milder than in mechanical pulping.
The Balance Between Chemical and Mechanical Treatment
| Feature | Chemical Pulping (e.g., Kraft, Sulfite) | Semi-Chemical Pulping (e.g., NSSC) | Mechanical Pulping (e.g., TMP, RMP) |
| Chemical Usage | High (extensive lignin removal) | Moderate (partial lignin removal) | Low (minimal chemical treatment) |
| Energy Consumption | Low (chemical delignification reduces refining energy) | Moderate (requires both chemical and mechanical energy) | High (intensive mechanical refining) |
| Yield | Low (40%–55%) | Medium (65%–85%) | High (85%–95%) |
| Fiber Strength | High (strong, long fibers) | Moderate (rigid and durable fibers) | Low to Moderate (weaker fibers) |
| Brightness | High (after bleaching) | Medium (darker due to lignin retention) | Low (high lignin content) |
| Chemical Recovery | Efficient and well-developed | Challenging, less efficient | Not applicable |
| Typical Applications | Fine paper, tissue, high-strength packaging | Corrugating medium, multi-layer boards | Newsprint, magazine paper, low-cost printing paper |
Key Takeaways:
Compared to chemical pulping, semi-chemical pulping has higher yield but retains more lignin, making it less bright and slightly weaker. However, it requires less chemical processing and provides a cost-effective alternative for packaging materials.
Compared to mechanical pulping, semi-chemical pulping produces stronger and more durable fibers, though at a lower yield. It also requires less energy, making it a more balanced choice for applications where strength and efficiency are key factors.
This balance makes semi-chemical pulping particularly valuable for corrugating medium and packaging, where strength is essential but full chemical pulping is unnecessary.
Transform Your Paper Production with Sunrise Paper!
Looking for a cost-effective, high-yield, and sustainable pulping solution? Semi-chemical pulping is the key to stronger, more durable paper products while optimizing energy and chemical use. At Sunrise Paper, we are committed to delivering innovative and eco-friendly solutions for the pulp and paper industry.
Join us in revolutionizing packaging, corrugated board, and specialty paper production with advanced semi-chemical pulping techniques. Enhance efficiency, reduce costs, and stay ahead in the market.
Contact Sunrise Paper today to explore our expertise and solutions. Let’s build a smarter, greener future for the paper industry—together!#






















